- 注塑(sù)模具熱線: 13826947996
- |塑(sù)膠(jiāo)注塑郵箱: ys@hcslyg.com |注塑模具留言: 在線留言

關於汽車車燈雙色注塑技術需要了解什麽?雙色注塑是當前較為流行(háng)的先進注(zhù)塑方式之一,為產品生產製(zhì)造提供了(le)有意義(yì)的節約潛力及全新的設計可能性。本文主要探討雙(shuāng)色注塑發展現狀及趨(qū)勢,特別重(chóng)點介紹在汽車車燈應用的(de)情況。
1、雙色注塑定義
多(duō)色多物(wù)料注塑工藝是指在(zài)一個製造工序或一個生產單元(yuán)內把若幹種塑料組合成多功(gōng)能部件。這種技術(shù)是利用多種物料進行(háng)注塑生產,並在(zài)模塑過程中將不(bú)同材料的(de)特性相結合進行裝配或其(qí)它適(shì)合粘結的(de)方法,以提高產品(pǐn)的功(gōng)能性和美觀度,為產品(pǐn)生產製造提(tí)供了有意義的節約潛力及全新的設計可能性。
2、多色注塑的必要條件
多色注塑的配對材料必須滿足兩個基本兼(jiān)容條件,分別是粘合相容和加(jiā)工過程相容。
多色注塑對注射設備也提出了新的要(yào)求(qiú)。就(jiù)射出單元而言,可釆用平行同向、平行對向、水平及垂直(zhí)L型、Y型同向(xiàng)單缸射(shè)出結構。就混合射嘴而(ér)言,可選擇花紋、波浪、流痕、漸層、夾層等特殊射嘴。就夾模而言,可選擇標準型、垂直轉盤式、水平轉(zhuǎn)盤式(shì)、轉軸式、機械手轉動(dòng)式等機構(gòu)。
多色注塑成型關鍵因素(sù)之一是電腦(nǎo)控製程序的(de)多變(biàn)性。因為即使(shǐ)是相同類型的多色產品,如果釆用不同的(de)模具設計,就必須搭(dā)配不同的電控程序。
3、車燈的多色成型技術
隨著國民經濟的發展,汽車工(gōng)業成為國家的支柱產業。當前汽車工業的(de)飛速發展對汽車照明提出了越來越高的要求。
汽車照明(míng)質量的(de)好壞對(duì)行車安全非(fēi)常重要,因此當(dāng)今世界(jiè)各(gè)國的法規都對汽車照明有著(zhe)嚴格的要求。燈具的設計(jì)不但要符合法規上安全(quán)性的要求,還(hái)要滿足一些其它方麵的要求,如(rú)外型(xíng)要以整個汽車的(de)外(wài)型融為一(yī)體,美觀實用,符合(hé)空氣動力學的要求,使駕駛員和乘客感到舒適(shì)、方便(biàn)。因(yīn)此,車燈的設(shè)計技術也隨著(zhe)汽車工業的發展而日新月(yuè)異。
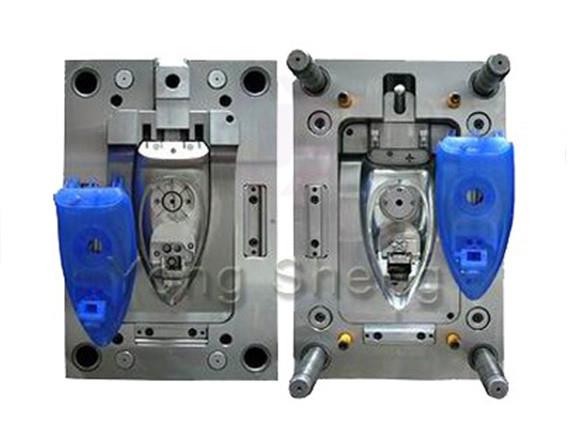
4、車燈的材質(zhì)與工藝特點
車燈一般由底座與(yǔ)燈殼組成,底座的材料通常為熱固性材料——BMC(團狀模塑料),燈殼則可由PMMA、PP、ABS等(děng)材(cái)料加工而成,通常為二色或者三色。在雙色車(chē)燈生(shēng)產工藝方麵,特別應注意的是雙(shuāng)色注塑機射出部分,兩隻螺杆的中心距與(yǔ)雙色模具的中心距應相對應。另外還有以下重要幾點需要加強注意:
1.車燈穩定成型的影響元素
(1)控製單元響應:切換點過長、噪聲幹擾、命令輸出不穩定、溫度不穩定;
(2)油壓係統的噪聲(shēng):壓力(lì)不(bú)穩定、閥門定位(wèi)品(pǐn)性、遲滯(zhì)、油管阻(zǔ)尼變化;
(3)機械係統的差異:油封內泄、阻尼、磨擦差異、螺杆(gǎn)止逆(nì)閥定位(wèi)、止逆效果;
(4)塑化不均:塑化品性差異;
(5)模溫控製(zhì)。
2.車燈尾燈(dēng)專用塑料料(liào)管組(zǔ)設計常見問題
(1)螺杆空轉不進料;
(2)螺杆(gǎn)所需扭力過大無法旋轉;
(3)塑料未完全(quán)融化;
(4)螺(luó)杆計量不穩定;
(5)塑料(liào)混煉(liàn)不(bú)均;
(6)低溫成(chéng)型塑料(liào)易溫升;
(7)成型品內有氣泡;
(8)成型品內易吐黑變黃;
(9)螺(luó)杆易腐蝕、摩耗,使用壽命(mìng)短(duǎn)。
3.螺杆料管組主要設計重點
塑料塑化螺杆料管組是射出成型機的心髒組件,負責塑料原料的輸送、熔融、混煉、計量(liàng)等功能,故塑料塑化螺杆與成型品的(de)質量息息相關。
改良塑化螺杆的主要目的(de)是為了:
(1)提高剪切(qiē)混煉作用;
(2)均勻混煉;
(3)提高塑化能力;
(4)確(què)保熔膠溫度均勻性。
4.尾燈專用(yòng)螺杆設計重點
(1)L/D比:21~23;
(2)表麵粗(cū)糙度需極光滑,避免積(jī)料;
(3)增加電鍍層厚度耐腐蝕性;
(4)壓縮比:2.3,入料段:約50%,壓縮段:約(yuē)30%,計量段:約20%。
5.車燈射(shè)出不良(liáng)對策
(1)燒焦—降低射出壓力,多(duō)段減速(sù)射出、模具抽真空;
(2)銀紋—徹底烘幹塑粒,提升背(bèi)壓(yā),降低熔膠溫度,降(jiàng)低射(shè)速;
(3)氣泡—提升背壓,降(jiàng)低熔膠溫(wēn)度,釆用(yòng)除濕式幹燥機,增大澆口或流道尺寸;
(4)結(jié)合線—提升熔膠溫(wēn)度,提升充填速度,提升排氣和(hé)模溫(wēn);
(5)毛邊—提升鎖模力,降低充填壓力,降低熔膠溫度;
(6)縮水—均厚設計,增加保(bǎo)壓壓力及時間,更換逆止閥。

  注塑加工時如何提高PP產品透明性?  1、基體樹脂樹脂本身  基體樹脂樹脂本(běn)身的(de)透明性,對PP產品的透明性有很大影響。為提高PP透明性,可(kě)添加少量與其相容(róng)性…
查看塑料模具更多
  注(zhù)塑模具的保溫方法有哪些?  模具溫度(dù)是注塑成型(xíng)中最要的變量----無論注(zhù)塑何種塑料,必須保證形成模具表麵(miàn)基本的濕潤。一個熱的模具表麵使塑料表麵長(zhǎng)時間保持液態(tài),足以(yǐ)在型腔…
查看塑料模具更多
注塑模具技術介紹:在生產產品過程中,注塑成型被廣泛用於一(yī)種有效且可持續的生產方法。在這一過(guò)程中,塑料或其他(tā)材料被加熱並通過一個閉合模具成型(xíng)為所需形狀的製品。注塑模具設計原理:在注(zhù)塑模具設計過程中,設計人…
查看塑料模具(jù)更多(duō)
注塑模具技術的新發展隨著(zhe)現代科技的不斷發展(zhǎn),注塑模具技術也在不斷進步。本文將介紹注塑模具的基本概念、設計原則、設計流(liú)程、製造技巧、現狀以及發(fā)展趨勢,從而幫助讀者更好地了解這一領域(yù)的發展情況。一、注塑模具…
查看塑料模(mó)具(jù)更(gèng)多
  注塑加工時如何提高PP產品透明性?  1、基體樹脂樹脂本身(shēn)  基體樹脂(zhī)樹(shù)脂本身的透明性,對PP產品的透明性有很大影響。為提高PP透明性,可添加少量與其相容性好的透明性優良的(de)聚丙烯酸酯樹(shù)脂。  2、…

  注塑時周期不穩定的原(yuán)因和解決辦法(fǎ)  1.保(bǎo)持模具開啟(qǐ)的時間  2.壓力不穩(wěn)定  3.料(liào)筒溫度不一致  4.模溫不一致  5.送料(liào)不穩定  對應的措施&a…
模(mó)具溫度是注塑成型中最要的變量----無論注塑何種塑料,必須保證形成模具表麵基本的(de)濕潤。一(yī)個熱(rè)的模具(jù)表麵使塑料表麵長時間保持液態,足以(yǐ)在型腔內(nèi)形成壓力。如果型腔填滿而(ér)且(qiě)在凍(dòng)結的表皮硬化之前,型腔壓力可將柔軟的塑料壓在(zài)金(jīn)屬上,那麽型(xíng)腔表麵的複製就(jiù)高。另一方麵,如…
注塑模具技術介紹:在生產產品過程中,注塑成型被廣泛用於一種有效且可持續的生產方法。在這一(yī)過程中,塑料或其他材料被加熱並通過一個(gè)閉合模具成型(xíng)為所(suǒ)需形狀的製品。注塑(sù)模具設計原(yuán)理:在注塑模具設計(jì)過程中,設計人員必須確定製品的要求、產品結構、精度、材料、公差(chà)配合以…
注(zhù)塑模具技術的新發展隨著現(xiàn)代科技的不斷發(fā)展(zhǎn),注塑模具技術也在不斷進步。本文將(jiāng)介紹注塑模具的基本(běn)概念、設計(jì)原(yuán)則、設計流程、製造技巧、現狀以及發展趨勢,從而(ér)幫助讀者更好地了解這一領域的發展情況。一、注塑模具的分類(lèi)、結構、材料注塑(sù)模具(jù)是一種用於生產各種塑料製品的…
有(yǒu)多年模具開發和注塑經驗[13826947996],東莞塑料模具工廠可以加工塑膠模具,塑料製品,注塑模(mó)具,注塑外殼類(lèi)模具等,提供模具設計,模具加工,注塑代加工廠,模具開發(fā)製造(zào)等.歡迎(yíng)來電谘詢!
注塑模具加工相關(guān)產品:|塑料注塑模具廠|汽車外殼注塑|注(zhù)塑(sù)模具|外殼配件模具(jù)|塑料模具廠|塑料周轉箱模具|








2019 © 五金塑膠製品版權(quán)所(suǒ)有. |培戀網ALL Rights Reserved.粵(yuè)ICP備2021106122號